|
数控车床在如今的机械制造业中已得到广泛的应用,为企业和社会创造十分显著的经济效益。机械产品的精度直接影响着产品的工作性能,而数控车床的精度控制直接影响着所加工机械产品的精度。随着机械制造业的发展,对机械产品的精度要求越来越高,相应地对于数控车床的加工精度也提出了更高的要求。就一般数控车床而言,其加工精度大体由4 部分决定:车床本身制造的精度;数控编程精度;车床伺服系统精度;插补环节的精度。车床在加工过程中每一个过程因素也都有可能影响到加工精度,例如卡紧环节、检测环节以及外部环境等。所以对数控车床的精度控制要进行综合考虑和控制。
1、 数控车床的组成
数控车床主要由4 部分组成:主机系统,数控编程系统,驱动系统,加工辅助系统[1]。
1)主机系统。主机系统是机械加工的主体部分,主要实施对工件的切削加工。其组成部分主要由主轴、床身、立柱、进给构件等加工部件。
2)数控编程系统。数控系统是有别于普通机床的关键部分,也是数控加工的核心部件,由硬件设备和相应的软件组成,主要完成机械加工的程序输入和存储,部分数控机床也可以完成对输入参数的加工和处理,完成某些特定的操作功能。
3)驱动系统。驱动系统为数控车床加工提供原动力,完成机械加工。主要包括主轴电机、主轴驱动结构、进给电机、进给结构等,通过伺服机构由驱动系统控制实现主轴运动和进给运动。
4)加工辅助系统。加工辅助系统是指在加工生产过程中一些必要的辅助机构,保证切削加工的顺利完成。主要包括喷射机构、排屑机构、数控转台、监测与检测机构,主要作用为冷却、排屑、照明、润滑等。
2 、数控车床的工作原理
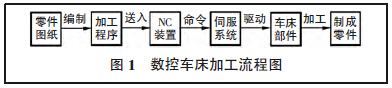
数控车床与普通车床在加工过程上有很大的区别,普通车床加工时需要加工人员根据零件加工图不断改变车刀的运动轨迹,来完成机械零件的加工。而数控车床是将刀具以及相关构件通过数控编程语言进行设定,输入NC 的装置,通过伺服系统驱动相应的车床构件完成零件的加工,其具体过程如图1 所示[2]。
3 、数控车床加工精度的影响因素
数控车床本身的机械加工精度以及伺服系统驱动精度都能够影响数控车床的加工精度。具体细分影响数控车床加工精度的原因主要有车床本身几何误差、车床热变形误差、伺服系统驱动误差、车刀参数变化引起的误差等。在数控车床加工中,伺服系统驱动误差、车刀参数变化引起的误差较为普遍。下面对这两种影响因素进行详细分析。
3.1 伺服系统驱动因素
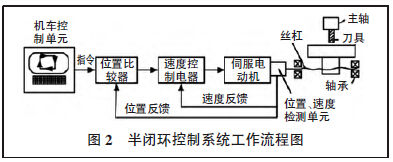
由数控车床工作原理可知,伺服系统通过驱动车床部件完成零件的加工,其具体过程为:数控车床的定位由滚珠丝杠完成,滚珠丝杠由伺服电机驱动进行控制,滚珠丝杠的传动误差成为定位精度影响因素之一。
数控车床一般采用半闭环控制伺服进给系统控制,其工作原理如图2 所示[3]。在正常加工过程,丝杠由伺服电机控制进行反方向运转时,会出现空隙的空运转现象,造成反向间隙误差。同时数控车床的传动和运动机构在外力作用下会产生弹性变形,并且加工部位与车床其他部位受力不同,造成弹性间隙发生也影响加工精度。此部分误差为反向间隙误差和正向传动运转误差的叠加。
3.2 车刀参数变化因素
数控车床的加工过程主要是车刀在编程控制下对零件进行切削,达到所需的工件形状。车削加工的车刀存在主偏角和刀尖圆弧半径[4],对棒料类进行加工时,其轴线尺寸会存在一定的偏差,这一偏差与主偏角成反比,随主偏角的增大而减小,与刀尖圆弧半径成正比。所以,在对数控车床进行编程时需要根据加工零件的特点,将轴向尺寸的偏差规律考虑在内,对其相关位移长度进行调整。在数控车床运转时,车刀的刀尖圆弧半径、主偏角、刀尖与零件中心的高度偏差等都可能影响数控车床的加工精度,需要在编程时进行考虑和分析。
根据以往的研究,影响数控车床加工精度因素的影响程度存在一定的差别,对其汇总分类可得:车床本身误差所占比例为45%~65%,加工中的过程误差所占比例为25%~40%,检测误差所占比例为10%~15%。
4 、提高数控车床加工精度的有效措施
如何提高数控车床的加工精度,生产出更加精密的零件,一直是学者关注和研究的重点,根据数控车床加工精度的影响因素,可通过提高导轨几何精度、误差补偿法、误差防止法控制和提高加工精度。
1)提高导轨几何精度。数控车床的发展趋势为高切削速度、高加工精度,较高的切削速度必然会引起振动,所以需要导轨具有较好的精度稳定性和较高的刚度,可以采用钢制滑动轨道整体磨削的方法进行提高。具体方法为:数控车床在设计时采用淬硬处理后的钢制滑动导轨,用螺钉固定在由导轨磨床磨削后的平面上,导轨与导轨基座之间缝隙用注塑填充物进行充实,最后进行整体磨削,获得较好的几何精度。
2)误差补偿法。误差补偿法是通过数控系统的补偿功能,对已存在的坐标轴偏差进行补偿的方法,精度不高的车床可以通过误差补偿法加工出较高精度的产品。此方法可由硬件或软件完成。例如采用半闭环伺服系统的数控车床,由于反向偏差的影响其定位精度存在误差,可以采用对反向偏差补偿的手段消除误差[5]。
3)误差防止法。误差防止法是在数控机床的设计和制造阶段通过提高机械零件的精度来消除可能存在的误差。此方法能够从整体上较好地减小加工精度的误差,但是成本较高,并且此数控车床在原有基础上继续提高加工精度难度较大。
5 、结语
随着制造业的发展,数控车床作为一种高效率的自动化机床被广泛应用,其加工精度的高低直接影响产品的质量和工作性能。本文在简要阐述数控车床组成和工作原理的基础上,研究了数控车加工精度的影响因素,主要对其伺服系统驱动因素和车刀参数变化因素进行了详细分析。并提出了3 种提高数控车床加工精度的有效措施,分别为:提高导轨几何精度、误差补偿法,误差防止法。对于进一步研究和分析数控车床加工精度具有一定的参考价值。
| 

 24小时客户服务热线:400-066-2698 传真:0531-88878560 邮箱:huawin@huawin.com 鲁ICP备07503489号-5
24小时客户服务热线:400-066-2698 传真:0531-88878560 邮箱:huawin@huawin.com 鲁ICP备07503489号-5









 收藏
收藏